AI Agents for Manufacturing: Applications, Benefits, and Implementation


(If you prefer video content, please watch the concise video summary of this article below)
Key Facts
- Industrial AI is scaling fast. The global industrial AI market reached about $43.6 billion in 2024 and is projected to grow to $153.9 billion by 2030, with an annual growth rate of roughly 23%.
- Most manufacturing data is still unused. Between 60% and 73% of enterprise data is never analyzed, leaving huge optimization potential that AI agents can unlock by turning raw machine, process, and supply-chain data into decisions.
- AI agents move factories from reactive to proactive operations. AI agents don’t follow fixed rules but perceive the environment around them to continuously learn and make decisions.
- Use cases of AI agents in manufacturing comprise predictive maintenance, quality inspection, inventory optimization, supply-chain planning, energy management, and more.
- Business benefits of AI agents in manufacturing: Increased operational efficiency, cost reduction through automation, enhanced product quality, improved supply chain resilience, and faster decision making.
- Successful deployments blend edge, cloud, and human expertise. Effective AI agents rely on IoT sensors, ML models, hybrid edge–cloud architectures, and intuitive human-agent interfaces, and must be implemented with strong data governance and cybersecurity into existing manufacturing environments.
There is a lot of pressure on manufacturers all over the world: they are being forced to change the way they do business because of a lack of workers, unstable supply chains, rising energy costs, and aggressive sustainability goals. What is the best possible solution? Intelligent automation driven by AI agents!
The global industrial artificial intelligence market hit $43.6 billion in 2024 and is projected to surge to $153.9 billion by 2030, growing at a 23% CAGR, according to IoT Analytics.
While AI spending still accounts for just 0.1% of revenue, most manufacturers now follow CEO-led AI implementation strategies. They mostly focus on data architectures, quality control, edge AI solutions, industrial copilots, workforce training, and early tests of agentic AI.
In this guide, we explore how AI agents for manufacturing can add real value to your business.
Leverage AI to transform your business with custom solutions from SaM Solutions’ expert developers.
What Are AI Agents in Manufacturing?
AI agents are generally autonomous, software-based systems that can perceive what’s going on around them, make smart choices, and carry out actions to reach certain goals without needing constant human input.
From reactive automation to proactive intelligence
Traditional industrial automation systems execute repetitive tasks based on rules that are hard-coded. They’re reliable but not flexible. On the other hand, AI agents add proactive intelligence to production processes.
For instance, a smart agent whose job it is to improve how machines are used won’t just follow a fixed schedule. It will look at live performance data, take into account the availability of operators, delays in materials, or energy use, and replan workflows if a bottleneck happens.
This ability to sense-decide-act-learn in cycles is what separates industrial AI agents from legacy systems.
Key functions of AI agents
Here are the core capabilities that distinguish agentic AI systems from traditional automation tools.
| Capability | Description |
| Sensing the environment | Gathering and interpreting data from machines, sensors, ERP systems, and supply chain platforms. |
| Contextual reasoning | Analyzing not just raw data, but its relevance based on operational goals, history, and environment. |
| Goal-oriented decision making | Optimizing for defined outcomes (e.g., minimize energy use, maximize throughput) rather than executing fixed instructions. |
| Real-time action | Initiating actions immediately (adjusting processes, notifying operators, or rerouting tasks) without waiting for human approval. |
| Learning and improvement | Refining their performance using reinforcement learning or supervised data inputs. |
| Collaboration | Coordinating with other systems, human workers, or robots to complete complex multi-step workflows. |
Why the manufacturing sector needs AI agents now
Manufacturers are generating more operational data than ever before, but most of it is never used. On average, between 60% and 73% of all data within enterprises is ever analyzed, which is a missed chance to make things better. AI agents make this possible by turning a lot of raw data into decisions.
Moreover, manufacturing is getting faster and more complicated. Things that used to take hours or days to decide must now happen in minutes. AI agents fill in this gap:
- Autonomy means less need for manual supervision.
- Scalability means being able to handle thousands of variables across factories or lines.
- Resilience means being able to deal with problems in supply chains, workforce, or production.
Types of AI agents in manufacturing
Depending on their roles and technical architecture, AI agents may be classified into several groups: reactive, deliberative, collaborative, and hybrid.
| Type of AI agent | Function in manufacturing |
| Reactive | Respond to environmental changes (e.g., shut down a machine when temperature exceeds a threshold) |
| Deliberative | Plan actions based on goals, rules, and predictive models |
| Collaborative | Interact with other agents or humans in shared tasks (e.g., scheduling or quality inspection) |
| Hybrid | Combine multiple strategies (e.g., predictive + collaborative) for higher performance |
Core Components of AI Agents in Industrial Settings
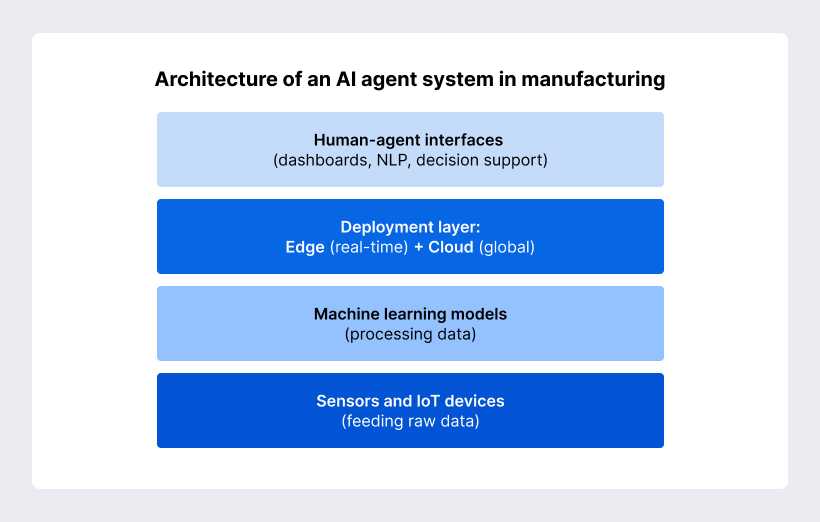
The essential building blocks of autonomous agents in manufacturing include sensors and IoT devices, machine learning models, deployment infrastructures at the edge or in the cloud, and interfaces for human collaboration.
Sensors and IoT integration
AI agents cannot function without visibility into the physical world. That visibility comes from industrial sensors and IoT devices embedded across the factory floor.
- Data collection at the source: Sensors track vibration, temperature, pressure, torque, and dozens of other machine health metrics. IoT devices extend this to energy usage, environmental conditions, and logistics flows.
- Connectivity standards: Protocols like OPC UA, MQTT, and Modbus ensure that data streams can be integrated into AI-driven ecosystems.
- Value for AI agents: These streams allow agents to detect anomalies, predict failures, and trigger real-time optimizations such as rerouting production when a bottleneck forms.
Machine learning models
ML models turn raw data into useful information.
- Supervised learning helps find defects by training models on labeled sets of product images.
- Unsupervised learning finds hidden patterns in machine performance data, often showing problems before people notice them.
- Agents can try out different production schedules or energy management strategies with reinforcement learning, and they will keep getting better based on what they learn.
Edge and cloud deployment
Modern intelligence systems find a middle ground between edge and cloud deployment.
- Edge computing is important for getting responses right away. AI agents built into machines or lines can look at sensor data on the spot and make decisions in the blink of an eye.
- Cloud computing lets you scale up, which means you can collect a lot of data, train models over a long period of time, and optimize your whole business.
- Hybrid strategies: The best way to do things is often to use both types of systems. Agents at the edge handle day-to-day operations, while cloud-based systems keep an eye on things and retrain models.
Human-agent interfaces
AI agents are not meant to completely replace human supervision, even though they are autonomous. They do better when they are paired with intuitive human-agent interfaces (HAI) that make it easier to work together.
- Dashboards and visualizations: Present real-time analytics, production KPIs, and anomaly alerts in formats accessible to non-technical managers.
- Conversational interfaces: Natural language queries powered by large language models allow supervisors to ask, “Why did the line slow down yesterday?” and receive data-backed explanations.
- Decision support tools: Provide recommendations while leaving the final decision in the hands of human operators when stakes are high (e.g., safety-critical processes).
This partnership will be important for the future smart factories. AI agents add speed and scale, while people add judgment, ethics, and knowledge of the field.
Applications and Use Cases of AI Agents in Manufacturing
Agentic AI in manufacturing is not theoretical, it is already reshaping how modern factories operate.
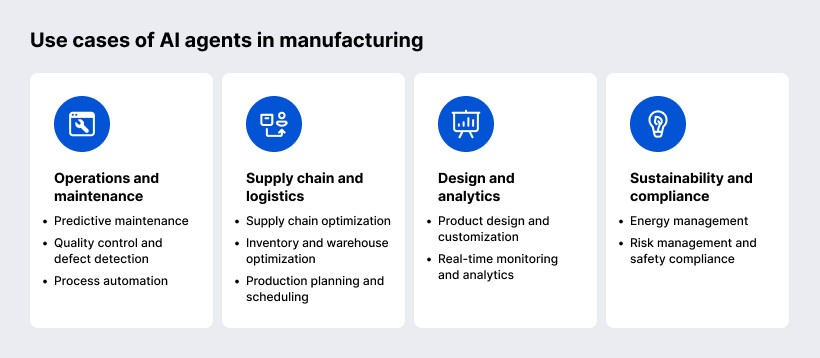
1. Operations and maintenance
In factories and plants, unplanned downtime, product defects, or inefficient workflows can cost millions of dollars. AI automation in manufacturing is now being used to make core operations more reliable and efficient.
Predictive maintenance
There are two main types of traditional maintenance: scheduled maintenance, which can be wasteful and not very accurate, and reactive maintenance, which can lead to expensive downtime. AI agents offer a third, smarter option: predictive maintenance. They find small problems long before they lead to a breakdown by constantly looking at data from vibration sensors, temperature logs, and past failure patterns.
For instance, slightly higher torque readings could be a sign that a machine’s spindle is out of alignment. An AI agent sees this difference, compares it to past data sets, and predicts that a failure is likely to happen in 72 hours. It automatically sets up a service window when production demand is low, so there is no disruption.
Quality control and defect detection
Keeping the quality of products consistent is always hard, especially in high-speed manufacturing. AI agents play a critical role as they inspect products in real time. They use machine vision, sensor fusion, and anomaly detection models.
AI in industrial automation learns and changes, unlike traditional machine vision systems that use static parameters. Intelligent systems work especially well in places where there are many different product SKUs, materials, or changing lighting conditions.
For example, AI agents at a packaging plant check each unit on the line for misprints or material inconsistencies. Deviations cause automatic removal or re-routing for manual inspection, which cuts down on false positives. Agents retrain on defects that have been found over time, which makes them more accurate.
Process automation
AI agents are making automation possible in more areas than just robots. They enable cognitive process automation by improving decisions and workflows that used to be manual or rule-bound.
Previously, operators had to manually set the temperature and pressure for each batch of material on a batch production line. AI agents now automatically adjust the process in real time by taking in historical batch data, ambient conditions, and input material parameters. And what happens? Less waste, fewer mistakes, and consistent quality of output.
Beyond control logic, these agents can also:
- Adjust line speed based on downstream problems
- Reassign production priorities based on incoming orders
- Save energy, spreading the work evenly across all machines
2. Supply chain and logistics
The supply chain is now one of the weakest links in the manufacturing value chain. Manufacturers are rethinking how they plan, buy, and move goods because of problems caused by the pandemic, unstable geopolitics, and rising shipping costs. Smart agents don’t just react to events; they plan for them, run simulations, and proactively improve outcomes across suppliers, warehouses, transport networks, and shop floors.
Gartner says that by 2026, 75% of big companies will be using AI in their supply chain operations.
According to an IBM report from 2023, companies that used AI to make predictions saw an 85% increase in accuracy.
Supply chain optimization
Supply chain systems used to work in isolation. They relied on rigid forecasts that quickly became outdated. AI agents, however, embrace complexity and uncertainty. They consume live data from suppliers, logistics networks, ERP platforms, and even global news alerts.
Imagine an earthquake shaking up your key supplier in Southeast Asia: rather than scrambling to react, an AI agent swiftly recognizes the disruption, identifies backup vendors, calculates revised costs and lead times, and proactively suggests alternate shipping routes. The supply chain becomes agile, resilient, and ready for whatever comes next.
Inventory and warehouse optimization
Managing inventory is like walking a tightrope: too much stock and your cash is trapped; too little — and production stops. AI agents have no trouble with this balancing act. They can break down patterns that are hidden in spikes in demand, supplier habits, seasonal trends, and production schedules.
Industrial AI in action turns simple storage spaces in warehouses into strategic operational hubs. It constantly improves shelf layouts for quick picking, plans the routes of self-driving vehicles for minimal travel time, and predicts when space will run out weeks in advance.
Production planning and scheduling
Few decisions in manufacturing have as much downstream impact as production planning. What is the result of one missed forecast or delayed input? Problems across the entire operation. AI agents replace static plans with dynamic intelligence that adjusts to changes in order volume, deadlines, material availability, and employee schedules.
Let’s consider a plant that manufactures custom industrial valves:
- Orders come in with varying specs and deadlines
- Material availability changes daily
- Operator shifts vary weekly
An AI agent reconciles all these variables to generate optimal production sequences, which are feasible (materials and machines available), efficient (minimal setup time, energy use), and responsive (prioritizing urgent or high-value orders).
Even better, the agent learns how to adjust predictions based on historical deviations, seasonal effects, or recurring vendor issues.
3. Design and analytics
Being able to design smarter and act faster is a competitive edge in a world where operations are based on data and where personalization is the norm. Generative AI in manufacturing goes beyond intuition and spreadsheets: engineering teams and factory managers get predictive insights and smart design suggestions.
Product design and customization
Modern manufacturers should do more than just make good products; they also need to be able to customize them on a large scale. But the need for configurability has outpaced the capabilities of traditional CAD and PLM systems.
Intelligent manufacturing assistants change the game. They put design intelligence right into the engineering process:
- Generative design algorithms can explore thousands of product variants within performance, cost, and sustainability constraints in minutes.
- Customer-driven design loops: Agents analyze customer orders, usage patterns, and support data to recommend product tweaks that enhance UX or reduce post-sale issues.
- Manufacturability analysis: Before the first prototype is built, AI agents evaluate the complexity, cost, and production feasibility of a design, flagging potential issues.
Moreover, when integrated into 3D product configurators or CPQ (Configure, Price, Quote) systems, AI agents can recommend optimal product configurations.
Real-time monitoring and analytics
Manufacturers today don’t lack data — they’re drowning in it. The real challenge is extracting timely, actionable insight from this ocean of sensor logs, ERP entries, machine reports, and operator feedback.
How do AI agents help?
- Real-time alerts: They flag anomalies (e.g., temperature drift, energy spikes) before they become costly failures.
- KPI tracking dashboards: They contextualize production data against benchmarks, targets, and past trends.
- Root cause analysis: When a problem occurs (a line slows down, quality drops) the agent traces the sequence of contributing events and suggests corrective actions.
- Predictive analytics: Agents forecast performance, demand fluctuations, and potential risks based on evolving patterns.
4. Sustainability and compliance
Environmental and safety standards for manufacturers are extremely high. Plants and factories must comply with them and still deliver operational excellence. A hard task, isn’t it?
AI in industrial automation can help companies meet both sets of demands.
Energy management
Energy represents one of the largest operational costs in manufacturing. But a lot of factories still use fixed schedules or manual monitoring to keep track of how much power they use. AI agents change this by making the process of optimizing energy more dynamic and based on data.
Here’s how it works in practice:
- Load balancing that makes sense: AI agents move non-essential energy use (like heating water, lighting, and warming up machines) to off-peak hours based on tariff schedules and production needs.
- Anomaly detection: Agents find unexpected power spikes that could mean that equipment is breaking down or that a process isn’t working as well as it could.
- Predictive modeling: Agents look at weather forecasts, shift patterns, and past consumption to guess how much energy will be needed and suggest changes in real time to cut down on waste.
Risk management and safety compliance
Manufacturing is risky by nature, with injuries from machines, exposure to chemicals, and breaking the law being just a few examples. AI agents help manufacturers move from reactive to proactive safety and compliance management.
- Environmental monitoring: AI agents keep an eye on the air quality, noise levels, and temperature all the time and send out alerts when they go above safe levels.
- Incident prediction: Agents look at near-miss reports, maintenance logs, and how machines work to find risk factors that could lead to future safety problems.
- Digital compliance tracking: AI agents keep track of and log safety inspections, training completions, and equipment certifications to make sure everything is ready for audits or regulatory reviews.
- Evacuation and emergency plans: In dangerous situations, agents can use live data from sensors and access control systems to automatically lock down the building, direct workers to muster points, and call for help.
Business Benefits of AI Agents in Manufacturing
As artificial intelligence matures, businesses that integrate agents into their production ecosystems are seeing real, measurable returns across cost, speed, quality, and resilience.
How to Successfully Implement AI Agents in Manufacturing
Let’s look at a roadmap for manufacturers who are ready to operationalize intelligent assistants in their production environments.
Set clear goals for your business
Before selecting technologies or partners, start with a simple question: What do we want to achieve?
Artificial intelligence projects that don’t have a clear business goal often get stuck in the “pilot trap,” where they are technically impressive but not useful for business. To avoid this:
- Find areas that will have a big effect (e.g., downtime reduction, energy optimization, faster planning)
- Set KPIs that you can measure (e.g., 20% reduction in scrap rate, 15% improvement in forecast accuracy)
- Make sure that your goals are in line with the company’s bigger goals (e.g., ESG targets, cost-cutting mandates, customer SLAs)
SaM Solutions experts take a thoughtful approach to AI implementation. We carefully assess how intelligent software can specifically benefit your business and what practical advantages it can offer. If implementing AI isn’t beneficial for your situation, we’ll be straightforward and let you know.
Pick the right AI tools and frameworks
Choosing the right technical building blocks is just as important for AI success as the algorithms themselves. There are a lot of different AI tools available, from open-source platforms to industrial-strength AI frameworks made for manufacturing.
Learn about the best AI tools for Java developers and the best AI tools for .NET developers.
What to consider:
- Aligning use cases: Pick tools that are designed for industrial time-series data, image recognition, or NLP based on what you want to do.
- Compatibility with the ecosystem: Make sure it works with current systems like ERP, MES, and SCADA.
- Scalability and adaptability: Choose frameworks that work with cloud, edge, or hybrid deployment.
- Vendor support and community size: A tool that is well-supported lowers the risks of deployment and maintenance.
Tip: If you lack internal expertise, think about partnering with a trusted AI development provider like SaM Solutions.
Collect, clean, and prepare data
Data readiness is still one of the biggest problems for manufacturers. So you should start by conducting a data audit:
- Where is the data coming from (sensors, PLCs, MES, ERP)?
- How clean and complete is it?
- Is it real-time, historical, or a mix?
- Are there gaps in metadata or labeling?
Tip: During the early stages of prototyping, you can use synthetic data generation or simulation environments to augment limited datasets.
Train, validate, and test models
The next step is to teach the AI models that help the agent make decisions. This could mean supervised learning, unsupervised clustering, reinforcement learning, or a hybrid approach, depending on the situation.
Deploy and integrate into existing systems
Even the smartest AI agent is useless if it operates in isolation. Deployment must consider:
- Edge deployment for latency-sensitive tasks (e.g., line-level decisions)
- Cloud deployment for large-scale analytics and model retraining
- APIs or middleware to integrate with MES, ERP, HMI dashboards, or robotic systems
- Security protocols to protect operational and personal data (especially for AI agents with access control roles)
Tip: Deployment should be gradual, starting with a controlled environment, monitoring outcomes, and scaling only when confidence is high.
Monitor, optimize, and scale
Deployment isn’t the end; it starts a new feedback loop. To make your AI agents stay useful, you should monitor and refine them all the time.
Some important things to do after deployment are:
- Keeping an eye on performance: Keep track of how accurate the model is, how many false positives/negatives it has, and how long it takes to make a decision.
- Adding user feedback: Get feedback from engineers, operators, and supervisors.
- Retraining the model: Use new information to make agents better.
- Assessing scalability: Find similar processes, lines, or plants where the agent can be replicated
Challenges and Future Trends in AI-Powered Manufacturing
There is no doubt that artificial intelligence could be very useful in manufacturing, but there are still some problems that need to be solved before they can be widely used. These problems are technical, organizational, and cultural. Decision-makers must recognize these challenges promptly and prepare for the changing manufacturing environment influenced by AI, autonomy, and data-driven ecosystems.
Why Choose SaM Solutions for AI Development?
At SaM Solutions, we believe technology should solve real problems, not create new ones. And we are convinced that building artificial intelligence software isn’t always a good idea. The costs may be too high, the data quality may not be good enough, or the return on investment simply isn’t there.
Our experts work closely with your team to find the best ways for AI agents to help you and to show you when traditional automation, rule-based systems, or analytics tools might be better for your needs. We’ll be honest with you if AI isn’t right for your situation.
When AI agents do provide clear value, SaM Solutions takes care of the whole process:
- Custom design and development that fits your business needs exactly.
- Configuration and deployment that work perfectly with your current systems and procedures.
- Careful rollout and smooth integration to keep disruptions to a minimum and get users on board quickly.
With SaM Solutions, you get more than just technical know-how. You also get strategic advice that makes sure every dollar spent on AI leads to measurable business results.
Conclusion
AI agents are quickly becoming an important part of modern manufacturing. They offer practical solutions that improve product quality, lower costs, make operations run more smoothly, and build strong supply chains. But success depends on careful planning, thoughtful evaluation of use cases, and strategic execution. In the AI-driven future of the industry, manufacturers that invest wisely by matching the capabilities of artificial intelligence with clear business goals will have a big edge over their competitors.
FAQ
How do AI agents handle real-time data processing in high-speed production lines?
They process data instantly using edge computing and streamlined algorithms. This enables real-time insights, rapid anomaly detection, and immediate corrective actions on fast-paced production lines.
Can small and medium-sized manufacturers afford AI agent solutions?
How do AI agents integrate with existing ERP and MES systems?